One answer to finicky, elegant letters breaking is to find thicker fonts and avoid anything too detailed. That works, sure, but it’s also a pretty unsatisfying solution. You end up designing around the limitation instead of solving it.
Would you settle for the next best in the real world? Then why settle in CNC, where half the point is being able to make exactly what you, and your customer, wants?
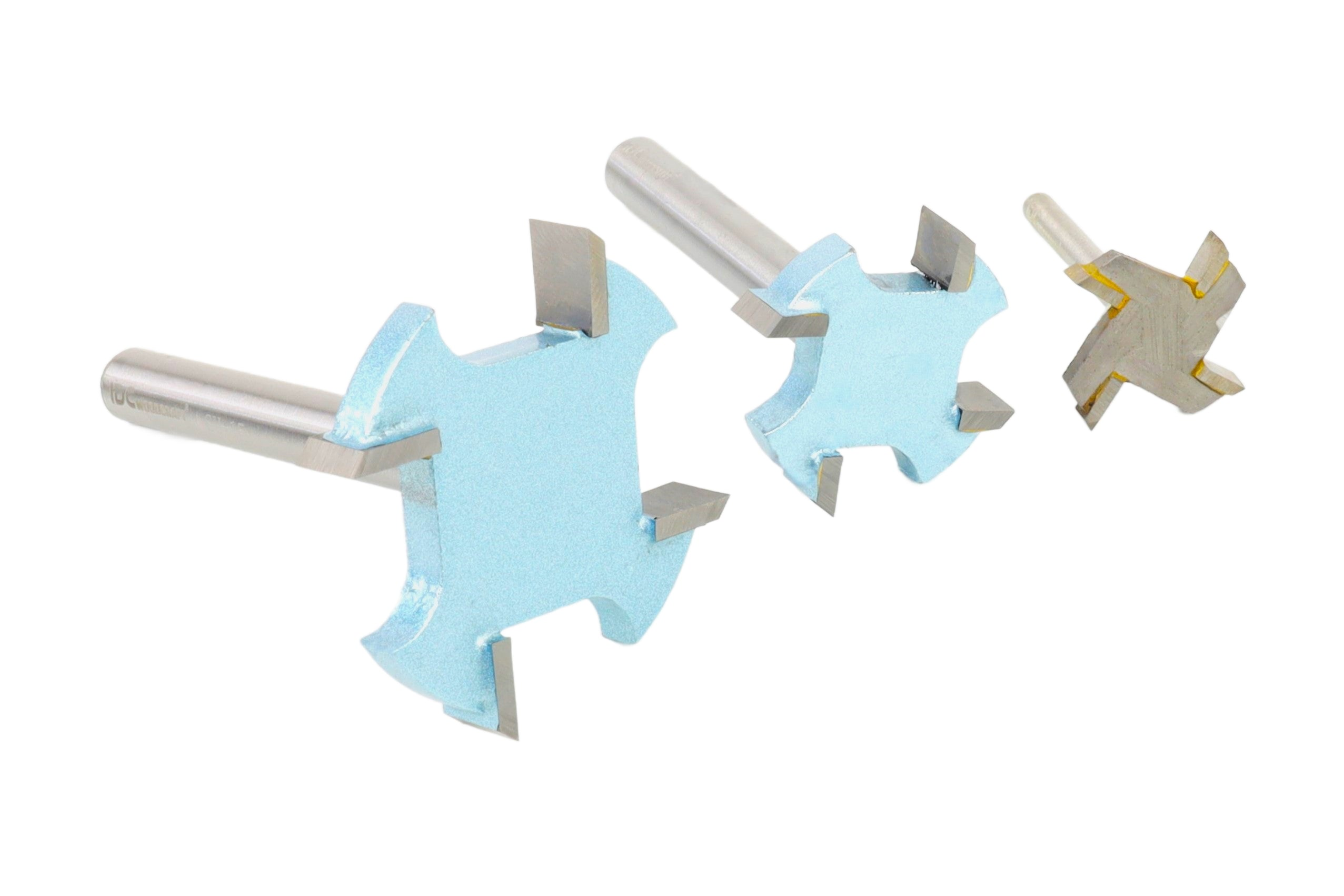
A more effective fix is to stop thinking about the carve as a regular pocket and start thinking about it as a shallow V-carve with controlled depth. When you pocket around raised letters with an end mill, you create vertical walls and leave delicate areas fully exposed. But when you use a V-carve with a flat depth, the shape around the letters changes completely.
Instead of forcing the cutter to make deep, straight cuts around thin details, you create angled relief that supports the lettering better and makes the whole design look cleaner and more refined.
Don’t carve your letters into thin walls, carve them into strong ridges and pyramids.