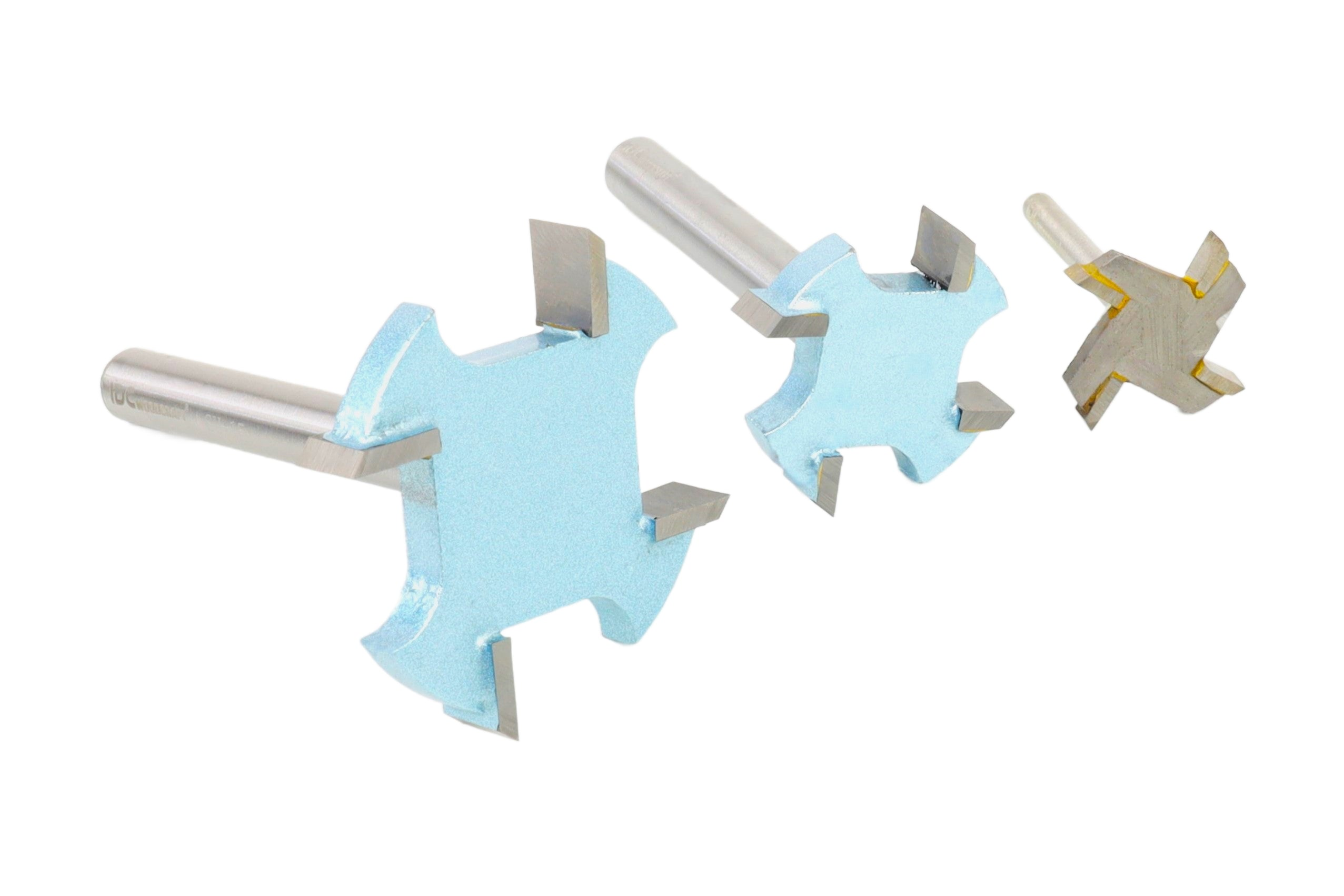
A purpose-built surfacing bit, sometimes called a flycutter or spoilboard cutter, is always the right tool for the job. Common diameters range from 25 to 50 millimeters on hobby and mid-sized machines, and increase in size on industrial equipment. These tools use either fixed carbide inserts or replaceable indexable inserts.
Fixed-tip cutters are inexpensive and effective; indexable versions last longer and let you rotate inserts to a fresh edge without replacing the tool. Straight two-flute end mills can surface in a pinch, but the smaller diameter lengthens the job and encourages visible ridges between passes.
Larger diameters remove material faster and reduce ridging, but they also demand more torque and a more rigid setup. Match the cutter size to the spindle horsepower and the stiffness of your machine. If your router is a compact trim style, a 25- to 35-millimeter surfacing bit is a practical choice. If you run a 2.2-kilowatt water-cooled spindle on a stout gantry, you can push toward 40–50 millimeters safely.
Next, work on the tram. Tram refers to the squareness of the spindle to the table in both the X and Y planes. When tram is off, a surfacing bit will leave tiny scallops that catch the light at different angles, and the finish will feel slightly corduroy even if your stepover is dialed in.
You can check tram with a dial indicator on a tramming arm swept across the spoilboard or with the “marker test” on a glass plate. Adjust the mount or shim the spindle bracket until the sweep is consistent end to end. This is an unglamorous step that pays dividends in every carve that follows.
Then lock in workholding that resists lateral and vertical forces. Hold-down during surfacing is as important as hold-down during cutting because the cutter’s broad sweep produces lateral loads. An unsecured slab will creep a millimeter at a time until your last pass reveals a gentle taper you didn’t plan for.
For solid hold-down on flat sheet goods, a vacuum table or spoilboard screws works well. On live-edge slabs or awkward shapes, consider CA glue with painter’s tape, low-profile clamps outside the toolpath, dog-hole clamps with bench dogs, or cam clamps that pull the stock downward as they tighten.
If you use screws, sink them well below your maximum surfacing depth and remember that surfacing passes often extend beyond the stock’s perimeter, which means clamps and hardware must live outside the sweep of the tool.